 Česky
Česky 
 English
EnglishEfektivní kalibrace teplotních řetězců přímo v provozech
Potřebujete v provozech přesně měřit teplotu? Pak se neobejdete bez časté kalibrace.
Je pro vás důležité, aby provedení kalibrace proběhlo rychle, bezpečně a s přiměřenou nejistotou?
Následující řádky vám zprostředkují náměty, jak těchto požadavků dosáhnout.
Zkrácení doby potřebné ke kalibraci měřidel je logickým požadavkem k dosažení efektivního využití výrobních technologií.
- První krok představuje možnost měřidla kalibrovat v provozních podmínkách, tedy nejlépe bez demontáže z výrobní technologie.
- V druhém kroku jde o vytvoření podmínek, umožňujících provedení kalibrace bez odstávky technologie.
V oblasti měření teploty existuje řada možnosti, jak se těmto racionálním požadavkům přiblížit, zejména výběrem vhodné konstrukce snímače teploty a způsobem provedení kalibrace.
Kalibrace přímo na výrobních technologiích představuje nejefektivnější způsob provedení v případech, kdy výrobní technologie pracuje v úzkém pásmu teplot. V rámci kalibrace je kontrolován zpravidla celý měřicí řetězec teploty, tedy včetně prodlužovacích nebo kompenzačních vedení, měřicích převodníků, regulátorů, zapisovačů, měřicích karet. Kalibrace celého řetězce umožňuje také zkontrolovat nastavení rozsahů jednotlivých částí řetězce, je-li využíván unifikovaný signál 4 až 20 mA.
Konstrukce snímačů teploty pro In-Situ kalibrace
Vhodné konstrukční uspořádání snímačů teploty je patrné z následujících obrázků. Jedná se o tyčová provedení snímačů teploty z řad ModuTEMP 70 s kovovou ochrannou trubkou a CeraTEMP 80 s keramickou ochrannou trubkou a keramickou kapilárou.
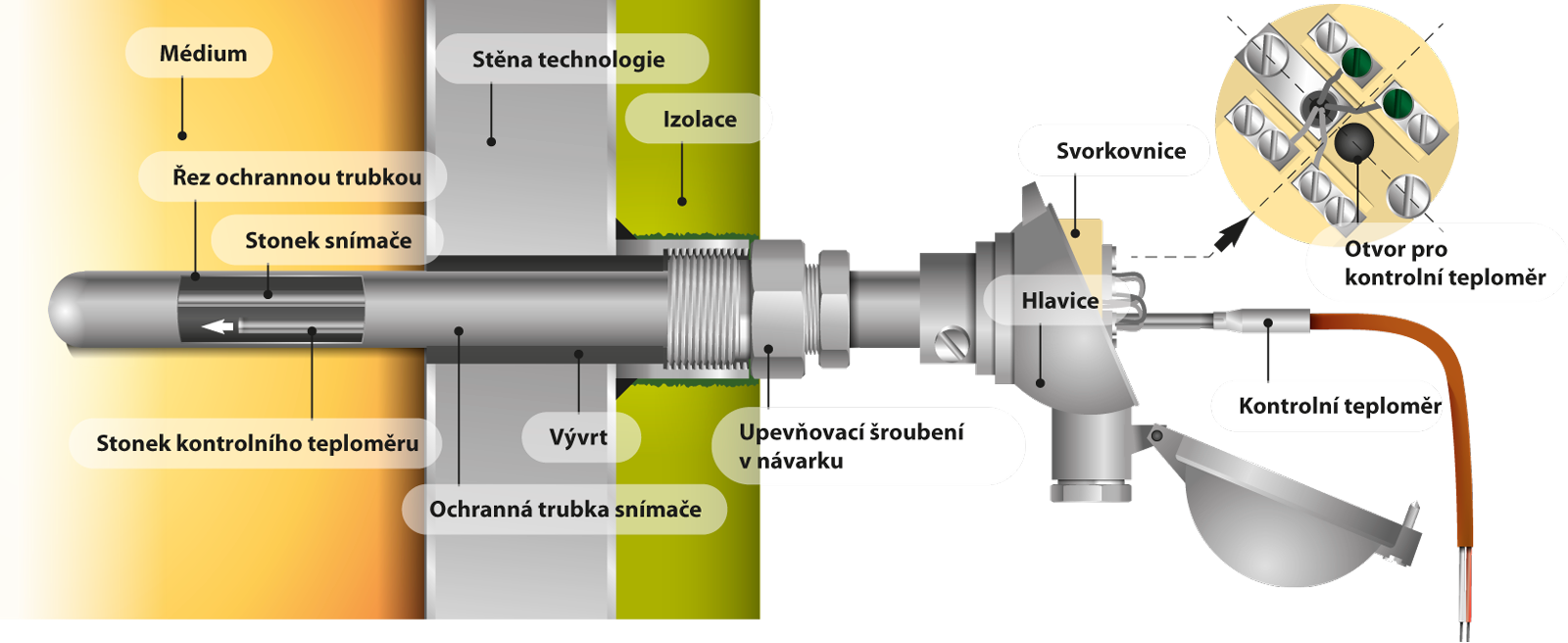
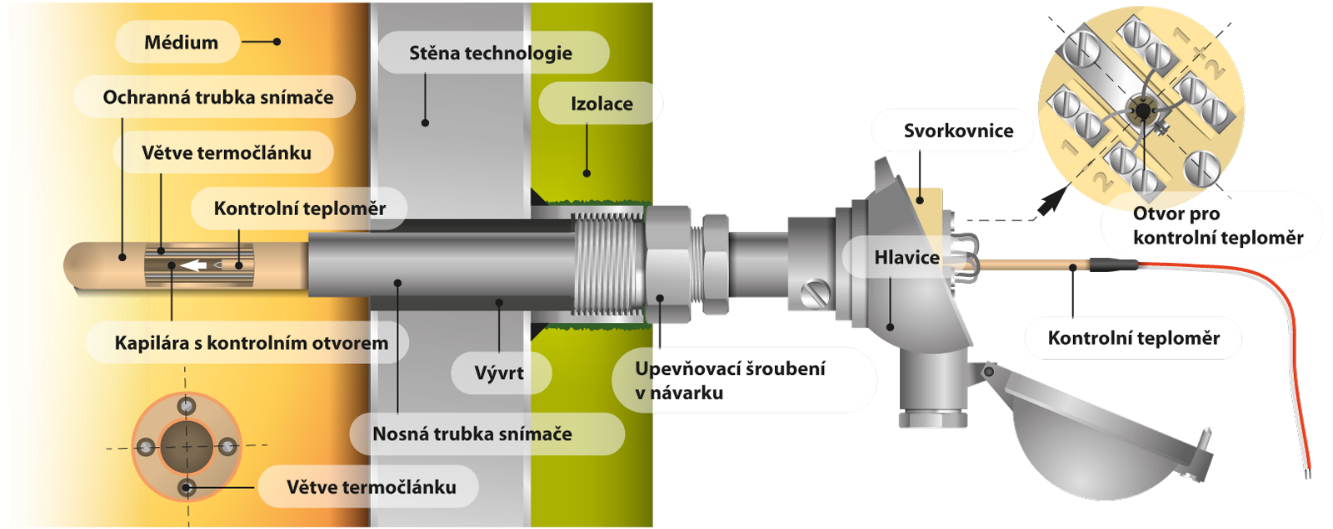
V obou případech konstrukce měřidla umožňuje vsunutí kontrolního (etalonového) snímače teploty do kontrolního otvoru umístěného ve svorkovnici snímače teploty nebo ve středu keramické kapiláry. Použití kontrolního otvoru minimalizuje vzdálenost měřicích konců kalibrovaného a kontrolního snímače teploty. Normy z oblasti tepelného zpracování AMS2750 a CQI-9 požadují, aby tato vzdálenost nepřekročila 50 mm. Umístění kontrolního snímače uvnitř ochranné trubky snímače teploty zajišťuje také podobné dynamické chování obou snímačů. Omezí se tak negativní vliv rychlého kolísání teploty na výsledek kalibrace.
Detail na svorkovnici s otvorem pro kontrolní teploměr v otevřené hlavici
snímače teploty ModuTEMP 70 v tyčovém provedení s ochrannou kovovou trubkou.
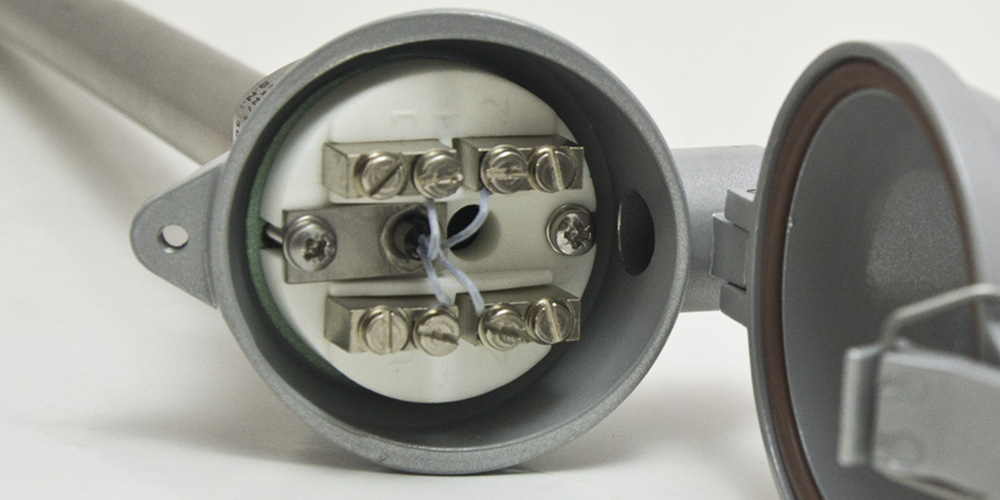
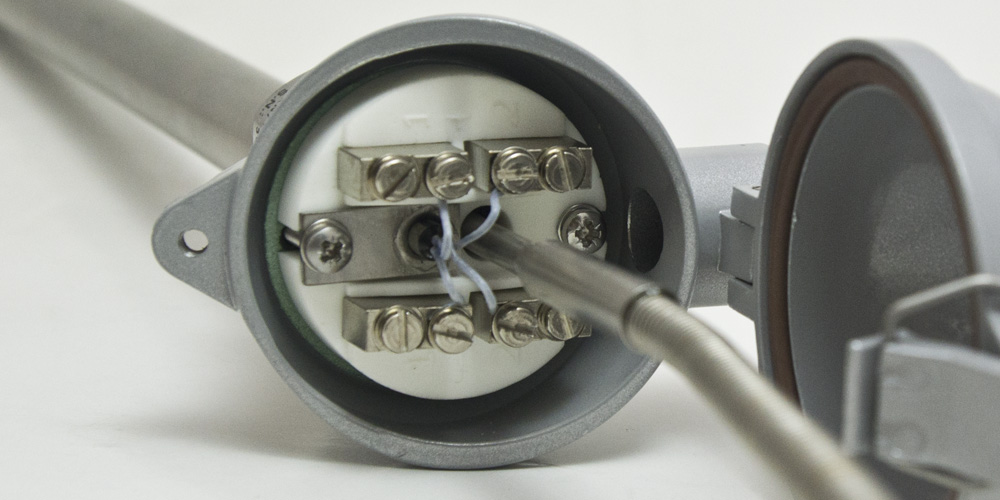
Pro snadný a rychlý přístup do hlavice snímače teploty doporučujeme použití rychlouzávěru hlavice.

V případě, že v provozu nejsou použity tyto snímače, hledá se při kalibracích nějaký otvor v technologii pro vsunutí etalonového termočlánku poblíž kalibrovaného měřidla, nebo musí být vnitřek teploměru lehce povysunut z armatury a podél nasunut etalonový termočlánek. U těchto řešení se obtížně dokazuje, že etalon je v těsné blízkosti kalibrovaného termočlánku. Dalším řešením je použití přenosné kalibrační pece. Ovšem všechna tato alternativní řešení jsou neúměrně pracnější, zdlouhavá a nákladnější.
Zajímá vás tato problematika? Máte otázky? Neváhejte a kontaktujte nás.
e-mail: poptavky@jsp.cz, tel.: +420 493 760 864